 Ir al contenido
Ir al contenido Es un procedimiento de aplicación de un recubrimiento de zinc sobre piezas de acero o fundición mediante su inmersión en un baño de zinc fundido. Los recubrimientos de este tipo cubren la totalidad de las superficies de las piezas, incluidas las superficies interiores de los cuerpos huecos.
La galvanización es el procedimiento de protección idóneo para las estructuras y construcciones de acero que vayan a estar expuestas a la intemperie, bajo la influencia de la lluvia y el viento. También es una estupenda opción para cualquier elemento interior en instalaciones industriales o con ambientes especialmente húmedos.
El acero galvanizado en caliente se utiliza para todo tipo de estructuras de acero: edificaciones, construcción, mobiliario urbano, electricidad y telecomunicaciones, automoción, agricultura y ganadería, deporte y ocio, etc. El acero galvanizado es también imprescindible en los elementos de las instalaciones de energías renovables, como la solar fotovoltaica, térmica, eólica e hidroeléctrica.
El bello acabado que proporciona el color gris natural del acero galvanizado, el cual evoluciona suavemente, al formarse la pátina de zinc, hacia un atractivo gris mate, ha hecho además que cada vez más artistas y arquitectos recurran a él para sus obras. El galvanizado en caliente proporciona a las obras una apariencia uniforme que se funde con el entorno, conservando a la vez la visión del artista durante muchas décadas.
La galvanización toma su nombre de Luigi Galvani (1737-1798), uno de los primeros científicos interesados en la electricidad que descubrió que, cuando el zinc y el acero se ponen en contacto mutuo en un medio húmedo se produce una diferencia de potencial eléctrico.
Si el recubrimiento de zinc, que aísla al acero del contacto con el ambiente, se daña en algún punto, esta diferencia de potencial dará lugar a una pila de corrosión en la que el zinc constituirá el ánodo de la pila y el acero el cátodo. En estas circunstancias el zinc se oxidará, mientras que el acero permanecerá inalterado.
En la práctica, casi todas las construcciones de acero presentan espesores de galvanizado en caliente superiores a 85µm. Esto significa que, si se calcula la duración previsible de la protección proporcionada por estos recubrimientos, en base al espesor nominal del recubrimiento y a los datos de velocidad de corrosión del zinc en el lugar de exposición, la duración real será sensiblemente superior. En determinadas circunstancias podrán obtenerse recubrimientos galvanizados de mayor espesor que los especificados por las normas. Estos recubrimientos más gruesos son, naturalmente, más costosos y no pueden obtenerse sobre todos los tipos de materiales, pues depende de la composición química del acero base.
Para más información consultar nuestra sección de Preguntas Frecuentes o descarga nuestras Notas Informativas
(*) Se ejerce el derecho de cita cuando se ilustra una obra con una imagen o fragmento de otro texto. Pero las imágenes de Wikipedia no solamente ilustran artículos. Se pueden descargar independientemente de los mismos y ser utilizadas para cualquier propósito mientras se respete su licencia de publicación.
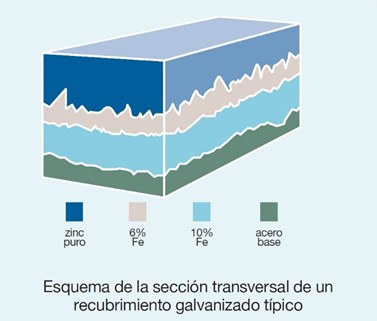
El proceso del galvanizado es sencillo, pero los procesos metalúrgicos que tienen lugar durante el mismo son bastante complicados. Los recubrimientos galvanizados se forman por reacción del zinc fundido con el acero. Para que esta reacción tenga lugar durante el proceso del galvanizado es necesario que las superficies de los materiales estén perfectamente limpias, por ello, las primeras etapas del proceso de galvanización tienen por finalidad la obtención de una superficie del acero químicamente limpia, mediante tratamientos de desengrase y de decapado. A la temperatura normal de galvanización (445º-460ºC) el zinc y el acero reaccionan rápidamente. Las piezas se extraen del baño de galvanización cuando se considera que la reacción se ha completado (normalmente después de unos pocos minutos).
Las principales etapas del proceso del galvanizado se ilustran en la siguiente figura, aunque puede haber algunas diferencias entre los procedimientos que utilizan unos galvanizadores y otros. En primer lugar, se realiza la inspección del material, con objeto de clasificarlo con vistas a la programación del trabajo.


En el primer paso del proceso del galvanizado, las piezas con algún resto de grasa o aceite se someten a desengrase en soluciones alcalinas o agentes desengrasantes ácidos. No se suelen utilizar desengrasantes orgánicos. Después del desengrase las piezas se enjuagan en un baño de agua para evitar el arrastre de las soluciones de desengrase a la etapa siguiente.


El decapado sirve para eliminar el óxido y la calamina, que son los contaminantes superficiales más corrientes de los productos férreos y obtener así una superficie de acero químicamente limpia. Se realiza normalmente con ácido clorhídrico diluido y a temperatura ambiente. El tiempo de decapado depende del grado de oxidación superficial de las piezas y de la concentración de la solución de ácido.

El fluxado o tratamiento con sales (mezclas de cloruro de zinc y cloruro amónico), es un proceso del galvanizado que tiene por objeto eliminar cualquier traza restante de impurezas y producir una limpieza intensa de la superficie metálica. Estas sales actúan como los “flux” en soldadura, esto es, favorecen la mojabilidad de la superficie del acero por el zinc fundido. Estas sales se aplican normalmente por inmersión de las piezas en una solución acuosa.

Las piezas tratadas con las sales por inmersión en una solución acuosa deben secarse antes de su introducción en el baño de zinc, lo que se realiza en un horno o estufa de aire.
La operación de galvanización propiamente dicha, siendo la más importante del proceso del galvanizado, se realiza sumergiendo las piezas en un baño de zinc fundido, a temperatura comprendida entre 440ºC y 460°C. En algunos procedimientos especiales la temperatura puede alcanzar los 560°C. La calidad mínima del zinc a utilizar está especificada por la mayoría de las normas europeas e internacionales en zinc al 98.5 %. Durante la inmersión de las piezas en el zinc fundido se produce la difusión del zinc en la superficie del acero, lo que da lugar a la formación de diferentes capas de aleaciones zinc-hierro de distinta composición. Cuando las piezas se extraen del baño de galvanización, estas aleaciones quedan recubiertas de una capa externa de zinc de composición similar a la del zinc del baño. El tiempo durante el que las piezas deben estar sumergidas en el baño de zinc, para obtener un recubrimiento galvanizado correcto, depende, entre otros factores, de la composición del acero, de la temperatura del baño de zinc y del espesor del acero de las piezas. En cualquier caso, las piezas deben estar sumergidas en el zinc hasta que alcance la temperatura del baño. Antes de extraer las piezas del baño de galvanización es necesario retirar de la superficie del mismo la fina capa de óxidos de zinc que se forma y que también contiene restos de sales, con objeto de que no se adhieran a la superficie de las piezas y produzcan imperfecciones superficiales en el recubrimiento.

La última fase del proceso del galvanizado es la de enfriamiento e inspección, una vez fuera del baño de galvanización las piezas pueden enfriarse en agua o dejarse enfriar al aire. A continuación, se repasan para eliminar rebabas, gotas punzantes y adherencias superficiales de cenizas o restos de sales y, finalmente, se someten a inspección. Los recubrimientos galvanizados sobre artículos diversos deben cumplir una serie de requerimientos sobre aspecto superficial, adherencia y espesor que vienen especificados en las normas nacionales e internacionales. La norma nacional o internacional actualmente aplicable es la UNE-EN ISO 1461.
Por último, las piezas se pesan, ya que el peso de las mismas, una vez galvanizadas, es el criterio utilizado normalmente para la facturación.
El espesor de los recubrimientos galvanizados es uno de los criterios fundamentales para establecer la calidad de estos. Se expresa normalmente en micrómetros (µm), aunque también puede hacerse en g/m² (masa de recubrimiento por metro cuadrado de superficie del mismo). En la norma UNE-EN ISO 1461 se especifican los valores mínimos admisibles del espesor de los recubrimientos galvanizados en función del espesor del material de base. Los pequeños defectos de continuidad del recubrimiento producidos durante el proceso o por algún daño mecánico posterior pueden subsanarse por metalización con zinc o mediante aplicación de pintura rica en zinc. Las exigencias especiales en cuanto a aspecto, espesor o adherencia del recubrimiento deben ser objeto de acuerdo previo entre el cliente y el galvanizador que se haga cargo del trabajo
Existe una variedad de recubrimientos de zinc que se utilizan para la protección contra la corrosión, cada uno con sus propias características y rendimiento. Los recubrimientos de zinc pueden aplicarse a las superficies de acero mediante diversas técnicas que incluyen la galvanización por inmersión en caliente, cincado electrolítico, metalización, pintura con recubrimientos ricos en zinc, etc. De estos, el galvanizado en caliente es, con diferencia, uno de los tipos de galvanizado más utilizado en todo el mundo.
En este proceso, el metal base (generalmente acero) se sumerge en un baño de zinc fundido a altas temperaturas. En estos tipos de galvanizado el zinc se adhiere firmemente al metal base y forma una capa gruesa y duradera de zinc. El galvanizado en caliente es ideal para aplicaciones que requieren una alta resistencia a la corrosión, como las estructuras metálicas exteriores, postes de cercas, torres de energía y piezas de automóviles.
El zinc fundido en el baño de galvanizado cubre esquinas, sella bordes, uniones y remaches, y penetra en los huecos para brindar protección completa a áreas que pueden generar puntos de corrosión con otros sistemas de recubrimiento. El recubrimiento galvanizado es ligeramente más grueso en las esquinas y bordes estrechos, lo que brinda una protección mucho mayor en comparación con los recubrimientos orgánicos que se adelgazan en estas áreas críticas. Se pueden galvanizar formas complejas y recipientes abiertos por dentro y por fuera en una sola operación.
Gracias a los diferentes tipos de galvanizado es posible galvanizar artículos de diversos tamaños, desde pequeños elementos hasta estructuras con muchos metros de altura. Los grandes baños de galvanización, mediante el uso de técnicas de inmersión, pueden galvanizar casi cualquier estructura, reduciendo al mínimo los costes de mantenimiento y alargando la vida útil de los productos.
Los artículos pequeños se pueden sumergir en el zinc fundido en un recipiente que se hace girar o centrifugar para retirar el zinc fundido. Esto ayuda a eliminar el exceso de zinc de roscas y bordes y proporciona una capa suave, aunque más delgada, que los artículos sumergidos por lotes.

En estos tipos de galvanizado continuo, las bobinas de acero pasan a través de una serie de tanques de zinc fundido en un proceso continuo, lo que permite un recubrimiento uniforme. Una vez galvanizada la bobina se puede cortar para producir chapa galvanizada, quedando en todo caso los bordes de corte desprotegidos. Estos productos no deben confundirse con artículos galvanizados en caliente por lotes. Los artículos galvanizados en continuo siempre producen recubrimientos más delgados que el galvanizado en caliente por lotes para el mismo espesor de acero y, por lo tanto, ofrecen una menor protección contra la corrosión cuando se exponen al mismo entorno.

El proceso de zincado, o electrozincado, es un proceso en el que se adhiere una capa de zinc al acero para protegerlo contra la corrosión. Este proceso de recubrimiento garantiza cierta protección contra la corrosión y una apariencia agradable de las piezas a un coste bajo. Se lleva a cabo en frío (por eso a veces se llama -erróneamente- galvanizado en frío), la capa de zinc es mucho más fina (entre 2-25 micras) y se usa cuando se requiere una resistencia menor a la corrosión y una fortaleza mecánica menor.
Estos tipos de galvanizado consisten en aplicar zinc a la lámina de acero y decapar por electrodeposición. A diferencia de otros revestimientos de zinc, como el pintado con zinc, el proceso de zincado es continuo y el espesor del revestimiento es mínimo, y al igual que el galvanizado, requiere una serie de baños y enjuagues antes del baño de zinc.
Los elementos de fijación galvanizados mediante Galvanizado General suelen tener alrededor de 10 veces más zinc en la superficie que los electrocincados, siendo por tanto su uso recomendado tanto en interiores como exteriores y en todo tipo de ambientes corrosivos. No es infrecuente encontrar elementos de sujeción electrocincados en ambientes al aire libre, e incluso conectando elementos de acero galvanizado: su comportamiento es decepcionante porque su durabilidad es mínima. De hecho, algunos regueros de óxido que nos encontramos en las señales de tráfico provienen no del acero galvanizado, que se mantiene óptimo durante décadas, sino de los tornillos electrocincados que se han utilizado para sujetar las señales a los postes y que al cabo de un año (dos, a lo sumo) ya están oxidados.

De entre los tipos de galvanizado destaca el procedimiento de obtención de recubrimientos de zinc sobre superficies previamente preparadas por granallado, mediante la proyección de zinc semifundido con ayuda de una pistola atomizadora alimentada con un alambre o con polvo de zinc. La superficie de acero debe prepararse mediante chorro de arena y normalmente el recubrimiento no alcanza las superficies internas. Su aplicación tiene restricciones en caso de bordes cortantes, esquinas estrechas, agujeros o si hay una preparación inadecuada de la superficie. En la mayoría de los casos, la pulverización térmica es más cara que la galvanización por inmersión en caliente para una sección equivalente.

La corrosión del acero es un proceso natural en el cual los materiales, como metales y aleaciones, sufren deterioro y degradación gradual debido a reacciones químicas con su entorno. Esta degradación generalmente se asocia con la exposición a agentes como el oxígeno, la humedad, productos químicos agresivos o sustancias corrosivas en el ambiente.
La corrosión del acero es un problema común en la industria y la vida cotidiana, ya que puede afectar la integridad y la durabilidad de estructuras metálicas, maquinaria, vehículos, equipos y objetos de uso doméstico. La corrosión del acero puede manifestarse de diversas formas, como la corrosión uniforme, la corrosión por picaduras, la corrosión galvánica y la corrosión por estrés, entre otras.
Para prevenir o controlar la corrosión del acero, se utilizan diversas técnicas y métodos, como el uso de recubrimientos protectores. La comprensión de los factores que contribuyen a la corrosión y la aplicación de medidas preventivas son fundamentales para prolongar la vida útil de los materiales metálicos y evitar costosos daños y fallos.
El interés de los mapas de corrosividad atmosférica radica en su utilidad para conocer el alcance del fenómeno de corrosión atmosférica en un determinado punto geográfico, conocimiento que facilita la selección del material metálico más adecuado desde el punto de vista de resistencia a la corrosión y el tipo de protección idónea para una durabilidad determinada.
ATEG se complace en compartir el resultado de un proyecto desarrollado por CENIM y financiado por BP Solar para el desarrollo de mapas de España para la corrosividad atmosférica del zinc, tanto de corrosión anual como de corrosión a largo plazo (15 años). Con ello creemos que se facilita enormemente la elección del tipo de protección requerido en las estructuras metálicas para atmósferas rurales, prácticamente exentas de contaminación.
La metodología seguida ha sido la aplicación de ecuaciones dosis/respuesta (funciones de daño), a partir de las cuales se estima la velocidad de corrosión en función de variables meteorológicas. Estas variables se han obtenido a partir de información procedente de estaciones meteorológicas ubicadas en la España peninsular.
Los mapas expuestos no se deben aplicar para zonas cercanas al mar, o bien en zonas industriales. En estas zonas la velocidad de corrosión del zinc es mayor debido a la influencia de la presencia de cloruros o bien de SO2 en la corrosión de este metal, acelerada sustancialmente. En ATEG disponemos de información puntual para ciertas localizaciones no rurales, tanto costeras como insulares, accesibles mediante consulta electrónica o telefónica.
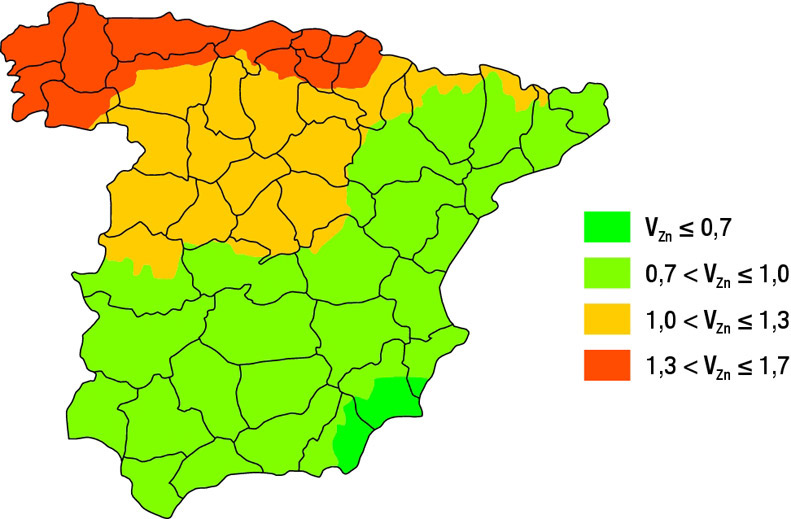
Mapa de España de velocidad de corrosión anual de zinc (VZn en µm/año), por cortesía de Revista de Metalurgia
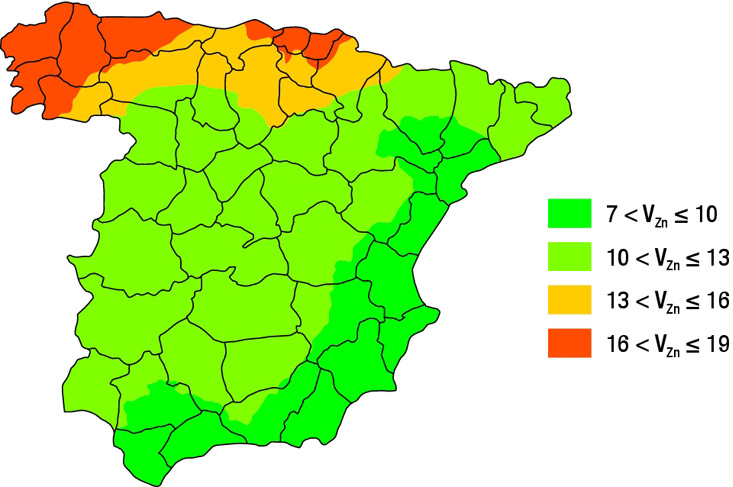
Mapa de España de velocidad de corrosión a largo plazo (15 años) del zinc (VZn en µm), por cortesía de Revista de Metalurgia
El zinc utilizado durante la galvanización se adhiere metalúrgicamente al acero formando capas sucesivas de aleación Zn-Fe, en distintas proporciones, que, globalmente, constituyen una barrera impermeable entre el sustrato acero y los elementos corrosivos de la atmósfera. Esta barrera impide que la humedad, los cloruros y sulfuros ataquen el acero. El zinc es más anódico que el hierro, lo cual significa que se corroe antes que el acero hasta que se consume por completo.
Depende del ambiente corrosivo en el que se encuentre. En entornos rurales o de interior, el acero galvanizado dura más de cien años. En todo caso, como la duración es proporcional al espesor de la capa de zinc que lo cubre, puede afirmarse que el acero galvanizado es el recubrimiento que asegura la mayor durabilidad bajo cualquier tipo de ambiente externo.
Las capas intermetálicas que se forman durante la galvanización son más duras que el propio acero del sustrato, por lo que tienen un excelente comportamiento y resistencia frente a la abrasión.
En comparación con los sistemas de pintura, la galvanización general supone gastos iniciales similares y, siempre, costes muy inferiores a lo largo de la vida en servicio del acero. Esto es debido a que no precisa de ningún tipo de mantenimiento y a la eficiencia industrial del proceso, que ha permitido abaratar costes de manera progresiva a lo largo del tiempo.
La composición del acero es el principal factor determinante tanto del espesor del recubrimiento galvanizado como de su apariencia. El acero de colada continua que se produce en las acerías cuenta con una amplia variedad de componentes químicos, y de ahí las diferentes en cuanto a apariencia del recubrimiento galvanizado.
Un galvanizador puede incorporar aditivos al horno de zinc con el objetivo de mejorar el aspecto del recubrimiento, haciéndolo brillante, con lentejuelas o simplemente gris mate. Pero ha de tenerse en cuenta que este aspecto superficial del revestimiento no cambia ni modifica la protección contra la corrosión del revestimiento, que se mantiene en todos los casos.
La exposición constante a temperaturas inferiores a 200 C es un entorno perfectamente aceptable para el acero galvanizado. También se obtiene un buen comportamiento cuando se expone el acero galvanizado a temperaturas superiores a 200 C de forma intermitente.
Principalmente las siguientes:
Dependiendo de la combinación de productos, de la superficie por tonelada y de las condiciones de la superficie de acero, el acero galvanizado es a menudo menos costoso que la pintura en cuanto a su coste inicial. Pero no siempre, conviene añadir. Sin embargo, como en cualquier otra compra, ha de tenerse en cuenta los costes aparejados al uso o vida útil del producto.
Con la galvanización el coste a lo largo de la vida útil del acero es siempre inferior al del sistema más económico de pintado, pues este último requiere mantenimiento, así como repintado parcial y total a lo largo de una vida útil total de 30 años, cosa que no sucede con el acero galvanizado.
Los costes ahorrados con acero galvanizado pueden ser sorprendentes. Y si no nos cree, pregúntese por qué Red Eléctrica Española solo prescribe acero galvanizado para sus tendidos eléctricos (pensados para durar un siglo o más). Si pintar saliera tan barato, ¿no cree que emplearían la pintura?
Los galvanizadores pueden sumergir progresivamente los artículos de acero que exceden las dimensiones de su crisol o caldera de zinc fundido mediante una técnica conocida (erróneamente) como «doble inmersión».
Los elementos de fijación galvanizados por inmersión generalmente tienen alrededor de 10 veces más zinc en la superficie que los electrozincados, siendo por tanto su uso recomendado tanto en interiores como exteriores y en todo tipo de ambientes corrosivos. No es infrecuente encontrar elementos de sujeción electrozincados en ambientes al aire libre, e incluso conectando elementos de acero galvanizado: su comportamiento es decepcionante porque su durabilidad es mínima. De hecho, algunos regueros de óxido que nos encontramos en las señales de tráfico provienen no del acero galvanizado, que se mantiene óptimo durante décadas, sino de los tornillos electrozincados que se han utilizado para sujetar las señales a los postes y que al cabo de un año (dos, a lo sumo) ya están oxidados
La velocidad de corrosión de zinc es muy lenta, mucho más lenta que la del acero, y depende del ambiente en el que se encuentre. De ahí que saber cuánto tiempo va a proporcionar protección el galvanizado al acero sea función del espesor del recubrimiento y de la cantidad de elementos corrosivos que haya en la atmósfera. Por ejemplo, en entornos rurales, el acero galvanizado puede durar fácilmente de 100 a 150 años sin ningún tipo de mantenimiento. En entornos industriales y en localizaciones costeras el acero galvanizado puede durar de 50 a 100 años. Y en entornos muy corrosivos, alrededor de 25 años.
Sí, y es conveniente que se conozca. Por ejemplo, el acero fabricado debe permitir la circulación de los productos químicos de limpieza y del zinc fundido. Esto significa que los refuerzos deben estar recortados, con agujeros de drenaje y ventilación dispuestos en las ubicaciones adecuadas.
ATEG dispone de información abundante para facilitarle esta labor a la hora de diseñar piezas que deban ser galvanizadas.
¡En todos los sectores que emplean acero!
La variedad de usos del acero galvanizado es de lo más amplia: acero estructural, rejas, láminas, alambres, cables, placas, piezas de fundición, tuberías, tornillos, tuercas… Las industrias que utilizan el acero galvanizado lo emplean en puentes y carreteras (armaduras para cubiertas y columnas, vigas, largueros, luz y señalización, barandas, cercas), lo mismo que las plantas de tratamiento de agua y aguas residuales (pasarelas, barandillas).
No podemos olvidar los usos arquitectónicos en edificios (fachadas, acero estructural expuesto), su uso en aparcamientos (refuerzos de acero para losas de hormigón, columnas estructurales de acero expuesto, barreras), en plantas industriales (barandillas, tubos, pasarelas, acero expuesto), en fabricantes de bienes de equipo originales (carcasas de motores, cuadros eléctricos, marcos de bobinas, intercambiadores de calor), en tendidos eléctricos (torres de transmisión, postes de distribución, subestaciones, postes de aerogeneradores), en telecomunicación (torres, antenas), en transporte ferroviario (postes, interruptores, equipos diversos), en instalaciones químicas y petroquímicas (tuberías, edificios industriales , tanques de almacenamiento, pasillos), en recreación (remolques de embarcaciones, estadios, arenas, pistas de carreras) y muchos, muchos más.
El proceso de galvanizado permite diversas formas y tamaños de acero. Sin embargo, los crisoles de galvanización dependen de empresa a empresa. Por este motivo le recomendamos que acuda a la lista de galvanizadores en España que le pueda facilitar ATEG.
El aspecto del revestimiento galvanizado puede ser brillante, como resultado de la presencia de una capa exterior de zinc puro, o más apagado (gris mate) como resultado de que estén expuestas las capas intermetálicas. En cualquiera de los casos, el rendimiento del galvanizado no se ve afectado por ello.
El espesor del recubrimiento depende del grosor, de la rugosidad, de la composición y el diseño del acero que se esté galvanizando. Uno cualquiera de todos estos factores puede producir revestimientos galvanizados de espesor no uniforme. De ahí que en la norma UNE-EN ISO 1461 se definan espesores medios mínimos para diferentes categorías de materiales.
Minimizar la posible deformación o distorsión que pueda sufrir el acero al sumergirse en un horno de zinc fundido es tarea que puede realizarse fácilmente en las etapas de diseño del proyecto. Para ello, conviene diseñar cuidadosamente las piezas de acero y que se establezcan, por similitud de espesores, subconjuntos que puedan ser galvanizados por separado, empleo de diseños simétricos, y evitando el uso de acero de calibre inferior a 1,6 mm. Una vez más, ATEG puede ayudarle a ejecutar la fase de diseño proporcionando valiosa asesoría.
Los recubrimientos galvanizados se pueden pintar con facilidad y eficacia, no sólo por estética, sino también para extender la vida útil de la estructura. La edad y el desgaste del revestimiento dictan el grado de preparación requerida de la superficie para producir un sistema de pintura de calidad sobre el acero galvanizado. Las normas UNE-EN ISO 12944-5 y UNE-EN 13438 son la documentación a consultar más útil, al igual que la información que al respecto facilita ATEG.
En promedio, el peso del artículo se incrementará en un 6% debido al zinc depuesto en la superficie durante el proceso de galvanización. Esta cifra puede variar bastante dependiendo de numerosos factores: la forma y tamaño de la pieza de acero, su composición química, etc.
Absolutamente. De hecho, existe una serie de excelentes prestaciones de las armaduras galvanizadas en cuanto a su interacción con el hormigón (estabilidad del zinc en el medio alcalino del hormigón, su estupenda adherencia, la eficacia del acero galvanizado en presencia de cloruros al elevar en varias veces la concentración necesaria para iniciar la corrosión del acero, etc.). En medios corrosivos, y con el fin de añadir mayor durabilidad al hormigón y una mejor protección de las armaduras, la elección debería ser siempre el acero galvanizado.
No, la química del acero y la condición de su superficie son los determinantes principales que rigen el espesor del revestimiento galvanizado. Ni siquiera es producente obligar al galvanizador a dejar sumergido el acero en el crisol de zinc más tiempo del necesario: el aumento de espesor puede ser solo marginal, y podría producirse un recubrimiento más espeso pero muy quebradizo.
La razón principal de los agujeros de ventilación es permitir que escapen el aire y los gases que de otro modo quedarían atrapados dentro de la estructura. Los orificios de drenaje permiten que las soluciones empleadas durante la limpieza del acero y el zinc fundido no queden retenidos en las esquinas y fluyan adecuadamente a lo largo de la pieza.
Por supuesto. Pero cuando se emplea soldadura por puntos existe la posibilidad de que se libere gas entre las zonas de soldado, lo que evita la formación de recubrimiento en dichas áreas. Por ello conviene dejar al menos huecos de al menos 2,4 mm entre las superficies de contacto, de forma que los gases puedan escapar y las soluciones de limpieza y el zinc fundido fluyan adecuadamente
Sí, el enmascarado de roscas es habitual en la galvanización. No obstante, es preferible que comunique previamente con el galvanizador, quien le aconsejará pertinentemente.
No hay estudios conocidos que sugieran que los productos de corrosión de zinc causen daño al medioambiente. El zinc es un elemento natural (de entre los más abundantes en el planeta) necesario para los organismos vivos. Además, forma parte de nuestra dieta recomendada y es necesario para la reproducción.
El zinc es un metal que se sacrifica (es decir, se corroe, renuncia a sus electrones y forma un par bimetálico) para proteger a la mayoría de los metales. Por lo tanto, se recomienda aislar el acero galvanizado de modo que no entre en contacto directo con metales diferentes. El caucho o el plástico, ambos no conductores, se utilizan a menudo para proporcionar este aislamiento
Ambos procesos son similares, pero tanto los equipos como los resultados finales son diferentes.
La galvanización general es un proceso “manual” en el que el acero químicamente limpio se sumerge, aisladamente o por lotes, en un baño de zinc fundido. La galvanización continua es un proceso automatizado para obtener recubrimientos de zinc en chapa o alambre, haciendo pasar estos productos de manera continua en un baño de zinc fundido.
El recubrimiento que se obtiene en la galvanización general es relativamente grueso (70 micras de media), en la galvanización continua este espesor se reduce a 20 micras.
Absolutamente no.
La normativa internacional es muy clara a este respecto. Indica que los ensayos acelerados en cámara de niebla salina en ningún modo son indicadores del comportamiento frente a la corrosión de los sistemas protectores. La durabilidad es mucho mayor en tiempo real en los recubrimientos de zinc que lo indicado en los ensayos acelerados, debido a que los ciclos de humedad y secado de la atmósfera (imprescindibles para la formación de carbonatos básicos de zinc, que son estables) no se reproducen en los ensayos de niebla salina.
Por tanto, puede decirse con total rotundidad que este tipo de ensayos no son fidedignos al no reproducir el proceso dinámico del pasivado del acero galvanizado y, por tanto, modificar su durabilidad.
¡¡No existe tal cosa!!
Este término se utiliza a menudo, de forma incorrecta y por razones más allá de toda relevancia, para las pinturas ricas en zinc. Galvanización, estrictamente, es la reacción metalúrgica entre el zinc y el hierro con objeto de crear entre ambos metales una unión sólida y estable cuya fuerza de adherencia se sitúe en, aproximadamente, 3600 psi (26 MPa). No existe tal reacción cuando se aplican pinturas ricas en zinc, cuya adherencia es de sólo varios cientos de psi.
A continuación te damos diez razones o ventajas con las que te puedes beneficiar optando por el galvanizado del acero. Recuerda que siempre puedes informarte con nuestro equipo técnico sobre los beneficios del galvanizado.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}